



咨询热线
037960696155

咨询热线
037960696155


四、施胶工艺
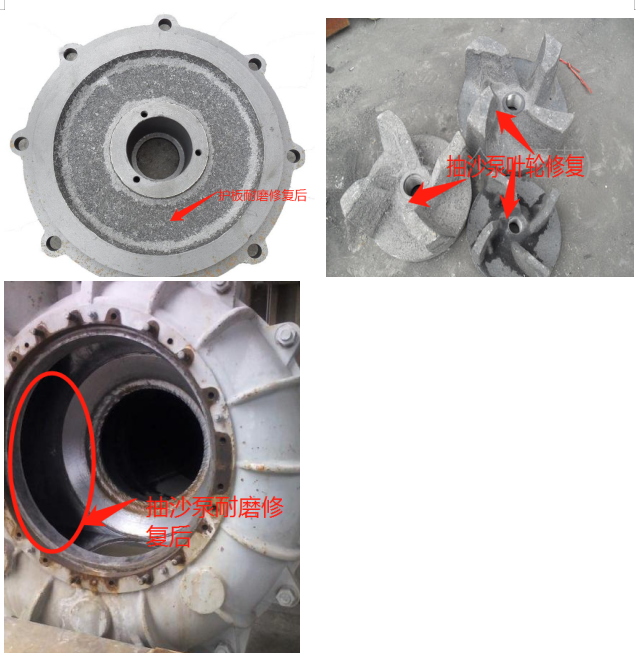
1.先预热已喷砂的设备,将NPT-G-6-8耐磨修复材料A、B组分按4:1(重量)比例混合搅拌均匀(温较低时,可以将A组分耐磨修复材料加热至30~40℃,使耐磨修复材料容易搅拌),用批刀或塑料刮板将混合后的耐磨修复材料涂覆于设备磨损较重的部位,沿一个方向涂覆。
2. 将NPT-G-30耐磨修复材料A、B组分按4:1(重量)比例混合搅拌均匀,用加热后的涂敷工具将混合后的修复材料涂于初次施胶面表层,进行表面处理,使修复表面平整、光滑。
3.初固后,将设备修复面漆按比例充分混合搅拌,用塑料刮板均匀涂覆在工件的表面,进行表面处理,使工件表面平整、光滑。
4. 高温固化:初固后,将工件放入加温炉中加温至150℃,计时3个小时,达到完全固化。
五、研磨、验收
1.研磨:加温固化后的工件严格按照工件的尺寸进行研磨处理,打磨至标准尺寸。
2.验收:按照设备组装标准组装,达到设备正常运行标准。
3.喷漆:经检验合格后,对工件进行喷漆,要求喷漆表面均匀,不允许有流挂现象。
 客服
客服